contact
お問い合わせ
当ページに無い製品でもお客様のニーズに合わせてご提供できます。
ぜひ一度、お気軽にご相談ください!
お電話でのお問いわせ
052-802-7333
切削油剤は金属加工油剤の一種で、その名の示す通り、切削加工に使用する潤滑油剤のことです。
切削加工とは、工具および工作機械を用いて金属等の材料(加工物)を削り取り、必要な形状や寸法に仕上げる加工法で、旋盤による旋削やドリルを用いた穴加工などに代表されます。
一般には、工具の代わりに砥石を用いた研削加工も切削加工に含まれます。
(工具の摩擦・摩耗の低減、切り屑工具接触の抑制)
(切削時に発生する熱除去、工具硬度の軟化防止、加工物の熱膨張の防止)
(界面への油剤の浸透促進、切り屑の洗浄)
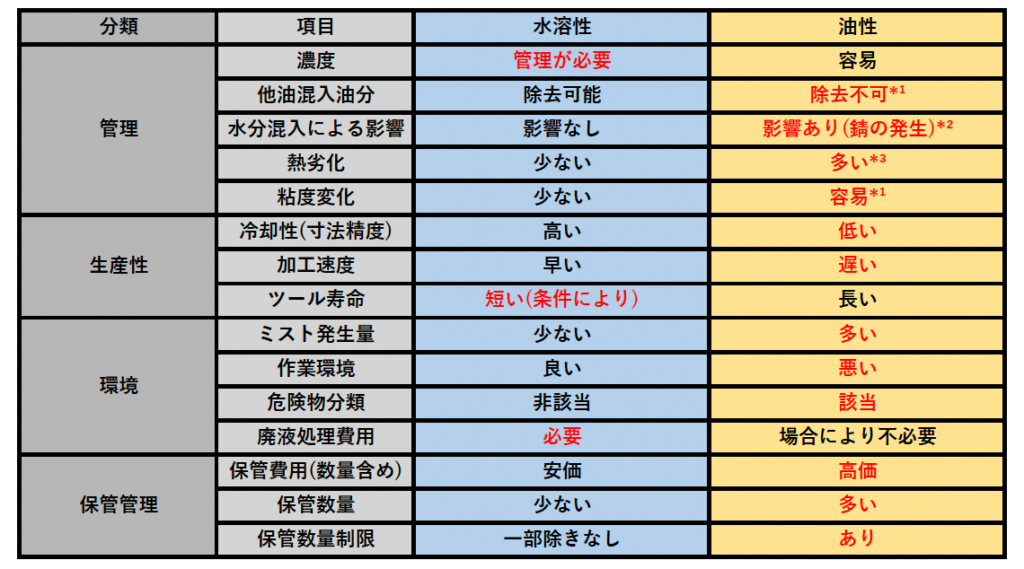
注1:異種油の混入による切削性の低下
→前工程油、潤滑油、作動油が混入すると除去が不可能。
切削油内の有効成分減少や粘度変動が起こり、切削性が低下する。
注2:水分の混入による防錆性低下
→前工程に水溶性を使用していないか、など水分混入しないように注意することが必要。
 ☆高圧ポンプから送り出される水溶性油剤が、加工面や機械内で叩きつけられる事でブレイク現象を引き起こす事がある。水溶性油剤は水の中で油玉を界面活性剤の作用によってバランスを維持しているが、激しく叩きつけられる事により、そのバランスを崩し、スカムを発生させる。
☆高圧ポンプから送り出される水溶性油剤が、加工面や機械内で叩きつけられる事でブレイク現象を引き起こす事がある。水溶性油剤は水の中で油玉を界面活性剤の作用によってバランスを維持しているが、激しく叩きつけられる事により、そのバランスを崩し、スカムを発生させる。
不水溶性切削油剤の場合は製品そのものの濃度でそのまま使用します。
Brix計(糖度計)は、「糖分の含有量によって光の屈折率が異なる性質」を利用した装置です。 水溶性切削油は各切削油剤によって、屈折率が違います。そのためこの屈折率の補正の為に、各油剤のBrix換算係数が必要となります。

先に原液を入れてしまうと正常な(安定な)エマルションが出来なかったり、タンクの壁面やタンク底に付着して正確な濃度の希釈液が出来ない場合があるためです。

先に原液を入れてしまうと正常な(安定な)エマルションが出来なかったり、タンクの壁面やタンク底に付着して正確な濃度の希釈液が出来ない場合があるためです。
液が不均一になる事を防ぐために、原液及び水を直接タンクに添加する事を避け、 液を補充する時はあらかじめ別容器にて作成した希釈液を補充する事が望ましいです。

発泡の原因には、大きく分けると①化学的要因と②物理的要因が挙げられます。
contact
当ページに無い製品でもお客様のニーズに合わせてご提供できます。
ぜひ一度、お気軽にご相談ください!
お電話でのお問いわせ
052-802-7333